K-Faktor
Übersicht
Wenn ein Metallblech mit einer Abkantpresse gebogen wird, wird sein Material verformt, was der Grund für den Unterschied in der Gesamtlänge eines Blechs im gefalteten und ungefalteten Zustand ist. BricsCAD berücksichtigt diese Verformung automatisch, wenn Sie ein Blechbauteil abwickeln. Zur Berechnung werden zwei Ansätze verwendet: ein vereinfachter (K-Faktor) und ein fortgeschrittenerer.
Die Materialverformungseigenschaften beim Biegen basieren auf der Annahme, dass es eine innere Oberfläche für das Blechbauteil gibt, die nicht verformt wird, wenn das Blech gebogen wird. Aus der Vielzahl der inneren Oberflächen wird eine Oberfläche ausgewählt, die von einer Seite der Biegung äquidistant ist. Die Oberfläche ist für jede Biegung lokal und kann in einfachen Fällen auf das gesamte Bauteil übertragen werden, wie auf dem Bild. Wir gehen davon aus, dass diese Oberfläche beim Biegen nicht gestreckt wird.
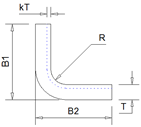
T: Stärke des Blechbauteils
R: Innenradius der Biegung
Der K-Faktor (k) ist das Verhältnis der Lage der neutralen Oberfläche zur Materialstärke. Als Ergebnis liegt die neutrale Oberfläche im Abstand kT von der Innenfläche der Biegung. Der Biegeradius der neutralen Oberfläche ist gleich R + kT. Der K-Faktor ist eine einfache geometrische Berechnung der Lage der neutralen Oberfläche. Umformspannungen und andere unbekannte (Fehler-) Faktoren werden nicht berücksichtigt. Der K-Faktor hängt von vielen Faktoren ab, wie z. B. Materialart, Biegeart und Werkzeuge. Der K-Faktor liegt typischerweise zwischen 0,3 und 0,5. Der Standard-K-Faktor für einen Biegeradius gleich der Materialstärke (T) ist 0,27324.
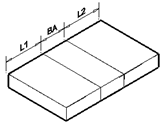
Im entfalteten Zustand eines Blechbauteils sind die Laschen (L1 und L2) nicht gestreckt. Der Biegeteil wird als BA angezeigt: Biegezugabe. Die BA entspricht der Länge der entfalteten neutralen Oberfläche:
Biegezugabe: BA = Biegewinkel * (R + kT)
In der Praxis ist es schwierig, den K-Faktor oder die Biegezugabe zu messen. Die folgende Formel ermöglicht es, die tangentiale Biegeverkürzung (BD) zu berechnen:
Biegeabzug: BD = B1 + B2 - Entfaltete Länge = B1 + B2 - (L1 + L2 + BA)
Bei einfachen Fällen kann der K-Faktor-Wert im Browser überschrieben werden. Für maximale Genauigkeit muss eine Biegetabelle mit tangentialen Biegeabzügen bereitgestellt werden. Für jedes Blechbauteil können Sie entweder einen K-Faktor angeben oder den Standardwert verwenden.
Ändern des K-Faktors für ein Blechbauteil
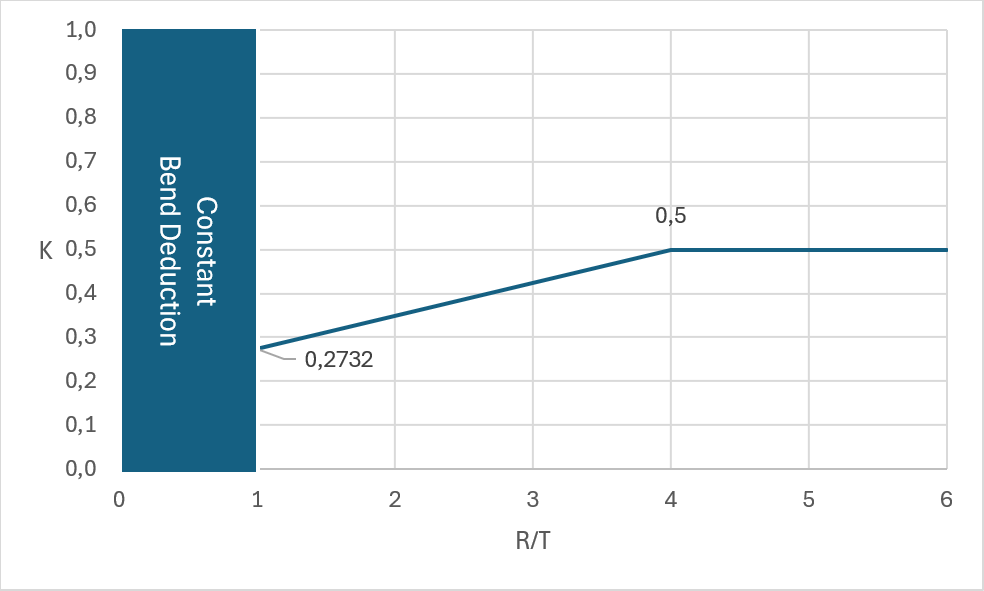
Um den K-Faktor für ein Blechbauteil zu ändern, wählen Sie den Stammknoten im Mechanical Browser aus und geben Sie einen Wert in das Feld K-Faktor ein. Der Wert muss im Bereich [0, 1] liegen, da die neutrale Oberfläche innerhalb des Blechbauteils liegt. In BricsCAD ist der K-Faktor für einen Biegeradius gleich der Materialstärke (R/T = 1) definiert. Um den Wert von K-Faktor für einen beliebigen Biegeradius zu berechnen, verwendet BricsCAD verwendet ein spezielles Interpolationsverfahren, das sich für industrielle Blechkonstruktionen bewährt hat und den Biegeabzug besser berücksichtigt. Das folgende Bild zeigt die Interpolationsstrategie: für R/T < 1 erfolgt die lineare Interpolation zwischen 0 und 0,27324, für 1 < R/T < 4 wird der K-Faktor linear zwischen 0,27324 und 0,5 interpoliert und wenn R/T größer ist als 4 ist der K-Faktor konstant und beträgt 0,5. Physikalisch bedeutet dies, dass die Materialstreckung vernachlässigt wird, wenn der Biegeradius viel größer als die Stärke ist (mindestens 4-mal größer).
Der einzige K-Faktor-Parameter, den Sie im Mechanical-Browser steuern können, ist für R/T=1. Das heißt, wenn Sie den Wert auf 0,6 setzen, führt das Interpolationsregel zu folgendem Ergebnis:
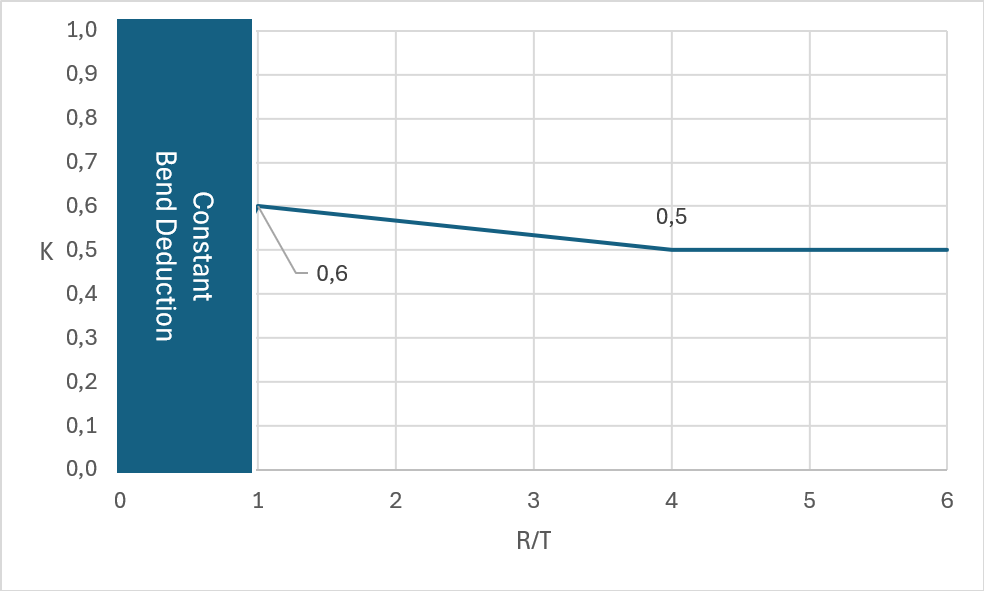
Bild: Der variierende K-Faktor im Browser führt zur folgenden effektiven Kurve.
Das besondere Merkmal der Kurve besteht darin, dass bei Variation von R im Bereich von (0, T] die entfaltete Länge L1 + L2 + BA gleich bleibt, z. B. unter Aufrechterhaltung eines konstanten Biegeabzugs. Dies spiegelt die Tatsache wider, dass Radien, die kleiner als die Materialstärken sind, eher aus konstruktiven Gründen als zur Modellierung des technischen Prozesses verwendet werden, da der Werkzeugradius beim Biegen normalerweise größer oder gleich der Materialstärke ist.
Betrachten wir das Beispiel mit K-Faktor-Variation durch Steuerkurveneinstellung (der Biegeradius wird konstant gehalten).
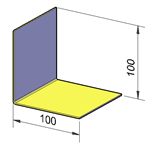
T = 2, R = 2, B1 = 100, B2 = 100
Die Einstellung K=0 ergibt L1=L2=96, entfaltete Länge = 195,14, damit ist BA 3,14.
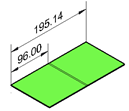
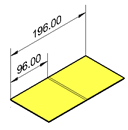
Dieser Wert entspricht exakt der Formel: Ein gerader Winkel im Bogenmaß entspricht etwa 1,57 (PI/2). Der standardmäßige K-Faktor 0,27324 ergibt eine entfaltete Länge = 196.
Oder: L1=L2=96 (Laschen sind nicht verformt), BA = 4, wie wir aus den Abmessungen (196 - 2*96) oder aus der Biegezugabe-Formel berechnen können:
BA = Biegewinkel * (R + kT) = 1,57 * (2 + 2*0.27324) = 4
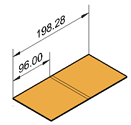
Schließlich führt die Maximierung des K-Faktors zu einer entfalteten Länge = 198,28. Dies ist der maximale Wert, der in diesem Beispiel erzielt werden kann, da die neutrale Oberfläche von der Außenseite der Biegung genommen wird.
Der Biegeabzug (BD) für k = 0,27324:
BD = B1 + B2 - Entfaltete Länge = 100 + 100 - 196 = 4