



Facteur K
Vue d'ensemble
Lorsqu'une tôle de métal est pliée avec un frein de presse, son matériau est déformé, ce qui est la raison de la différence de longueur totale d'une tôle dans les états pliés et dépliés. BricsCAD® considère automatiquement cette déformation lorsque vous dépliez une pièce en tôle. Deux approches sont utilisées pour le calculer : un simplifié (facteur K) et un plus avancé.
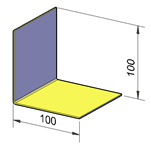
Les propriétés de déformation du matériau pour le pliage sont basées sur l’hypothèse qu’il existe une surface interne pour la pièce en tôle qui n’est pas déformée lorsque la feuille est pliée. Parmi la variété des surfaces internes, une surface est sélectionnée qui est équidistante d’un côté du pli. La surface est locale pour chaque courbure, et pour les cas simples, elle peut être propagée sur une partie entière, comme celle de l’image. Nous supposons que cette surface n'est pas étirée pendant la flexion.
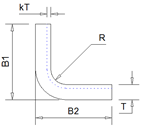
T : épaisseur de la pièce en tôle
R : rayon interne de la courbure
Le facteur K (k) est le rapport entre l’emplacement de la surface neutre et l’épaisseur du matériau. En conséquence, la surface neutre se trouve à une distance kT de la surface interne du coude. Le rayon de courbure de la surface neutre est égal à R + kT. Le facteur K est un calcul géométrique simple de l'emplacement de la surface neutre. Les contraintes de formation et les autres facteurs inconnus (erreur) ne sont pas pris en compte. Le facteur K dépend de nombreux facteurs, tels que le type de matériau, le type de pliage et les outils. Le facteur K se situe généralement entre 0.3 et 0.5. Le facteur K par défaut pour un rayon de courbure égal à l’épaisseur du matériau (T) est de 0.27324.
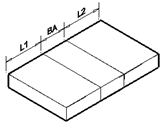
À l’état déplié d’une pièce en tôle, les brides (L1 et L2) ne sont pas étirées. La partie pliée est indiquée par BA : Allocation de flexion. La BA correspond à la longueur de la surface neutre dépliée :
Allocation de flexion : BA = BendAngle * (R + kT)
En fait, il est difficile de mesurer le facteur K ou l'allocation de flexion. La formule suivante permet de calculer la déduction de courbure (BD) tangentielle :
Déduction de pliage : BD = B1 + B2 - Longueur dépliée = B1 + B2 - (L1 + L2 + BA)
Pour les cas simples, la valeur K-Factor peut être outrepassée dans le Navigateur mécanique. Pour une précision maximale, une table de pliage contenant des déductions de pliage tangentielles doit être fournie. Pour chaque pièce de tôlerie, vous pouvez spécifier un facteur K ou utiliser le facteur par défaut.
Modification du facteur K pour une pièce en tôle
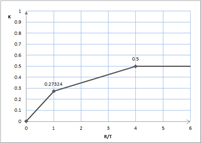
Pour modifier le facteur K d'une pièce de tôlerie, sélectionnez le nœud racine dans le Navigateur mécanique et saisissez une valeur dans le champ Facteur K. La valeur doit se situer dans la plage [0, 1], puisque la surface neutre est située à l’intérieur de la pièce en tôle. Dans BricsCAD, le facteur K est défini pour un rayon de courbure égal à l’épaisseur du matériau (R/T = 1). Pour calculer la valeur de facteur K pour un rayon de pliage arbitraire, BricsCAD utilise une technique d'interpolation spéciale qui s'avère valide pour les applications industrielles de tôlerie. L'image ci-dessous montre la stratégie d'interpolation : pour R/T < 1, l'interpolation linéaire est effectuée entre 0 et 0.27324, pour 1 < R/T < 4 le facteur K est interpolé linéaire entre 0.27324 et 0.5 et si R/T est supérieur à 4, le facteur K est constant et égal à 0.5. Physiquement, cela signifie que si le rayon de pliage est beaucoup plus grand que l'épaisseur (au moins 4 fois), l'étirement du matériau est négligé.
Le seul paramètre de facteur K que vous pouvez contrôler dans le navigateur mécanique est pour R/T=1. Cela signifie que si vous définissez la valeur sur 0.6, la loi sur l'interpolation entraîne le résultat suivant :
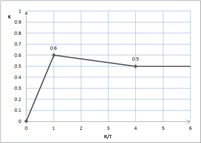
Figure: le facteur K variable dans le navigateur conduit à la courbe effective suivante.
La caractéristique distinctive de la courbe est que la variation de R dans la plage de (0, T], L1 + L2 + BA donne la même valeur. Cela reflète le fait que pour les rayons inférieurs à l’épaisseur à laquelle ils se rapportent, ils sont pour la commodité de la conception plutôt que pour une modélisation de processus physique, car pendant le pliage, le rayon de l’outil est généralement supérieur ou égal à l’épaisseur.
Passons en revue l’exemple avec un facteur K variable par réglage de la courbe de contrôle (le rayon de courbure est maintenu constant).
T = 2, R = 2, B1 = 100, B2 = 100
Le réglage K = 0 donne L1 = L2 = 96, Longueur dépliée = 195.14, donc BA est 3.14.
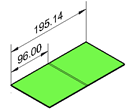
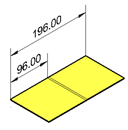
Cette valeur correspond exactement à la formule : un angle droit en radians est d'environ égal à 1.57 (PI/2). Le facteur K par défaut 0.27324 donne une Longueur dépliée = 196.
Ou: L1 = L2 = 96 (les brides ne sont pas déformées), le BA = 4 comme nous pouvons le calculer à partir des dimensions (196 - 2 * 96) ou de la formule de l’allocation de pliage:
BA = BENDANGLE * (R + KT) = 1,57 * (2 + 2*0.27324) = 4
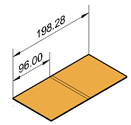
Enfin, la maximisation du facteur K donne une longueur dépliée = 198.28. Il s'agit de la valeur maximale que l'on peut atteindre dans cet exemple car la surface neutre est extraite du côté externe du pliage.
La déduction de pliage (BD) pour k = 0.27324 :
BD = B1 + B2 - Longueur dépliée = 100 + 100 - 196 = 4