



К-фактор
Обзор
При гибе листового металла происходит деформация материала, которая приводит к разнице длины листа в развернутом и неразвернутом состоянии. BricsCAD автоматически учитывает эту деформацию при создании развертки детали из листового металла. Для ее расчета используются два подхода: упрощенный (с учетом K-фактора) и расширенный (с использованием таблицы гибов).
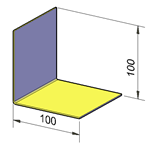
Свойства деформации материала при изгибе основаны на предположении о существовании внутреннего недеформируемого (нейтрального) слоя листового металла. Из всех внутренних слоев выбирается один, который одинаково удален от одной стороны изгиба. Поверхность является локальной для каждого изгиба и для упрощения можно применить ее ко всей детали, как это показано на рисунке. Мы предполагаем, что эта поверхность при изгибе листа не удлиняется.
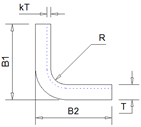
T: толщина детали из листового металла
К-фактор (k) определяет соотношение положения нейтрального слоя и толщины материала. В результате, нейтральный слой располагается на расстоянии kT от внутренней поверхности изгиба. Радиус изгиба для нейтрального слоя равен R + kT. К-фактор является простым геометрическим расчетом положения нейтрального слоя. Он не учитывает формирующие изгиб усилия и другие факторы, которые могут привести к ошибке. Значение К-фактора зависит от многих параметров, включая свойства материала, тип операции гиба, применяемое оборудование и др. и обычно находится в диапазоне 0.3 - 0.5. По умолчанию при радиусе изгиба, равном толщине материала (Т) значение К-фактора равно 0.27324.
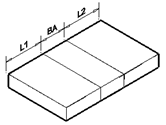
В развернутом состоянии детали из листового металла ее стенки (L1 и L2) не растянуты. Изгибаемая часть обозначена как BA (Bend Allowance): припуск на изгиб. Значение BA равно длине развертки нейтральной поверхности:
BA = УголИзгиба * (R + kT)
На практике тяжело измерить значение K-фактора или величину припуска на изгиб. Приведенная ниже формула позволяет вычислить величину уменьшения сгиба BD (Bend Deduction):
BD = (B1 + B2) - Длина развертки = (B1 + B2) - (L1 + L2 + BA)
В простых случаях значение К-фактора может быть изменено в окне Обозревателя конструкции. Для обеспечения максимальной точности гиба должна предоставляться таблица гиба, содержащая значения величины уменьшения сгиба. Для каждой детали из листового металла вы можете указать значение К-фактора или использовать его значение предложенное по умолчанию.
Изменение K-фактора детали из листового металла
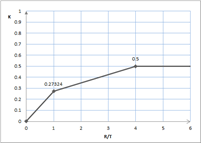
Для изменения значения К-фактора детали из листового металла на панели Обозреватель конструкции выберите корневой узел этой детали и в поле K-фактор введите необходимое значение. Значение должно находиться в пределах [0 1], т.к. нейтральная поверхность располагается внутри детали из листового металла. В BricsCAD значение К-фактора определяется для радиуса изгиба, равного толщине металла (R/T = 1). При вычислении значений К-фактора для радиусов изгиба, превышающих толщину материала, BricsCAD использует специальный механизм интерполяции, проверенный в промышленных приложениях для листового металла. Приведенный ниже график демонстрирует принципы интерполяции: для R/T < 1 применяется линейная интерполяция значений от 0 до 0.27324, для 1< R/T < 4 применяется линейная интерполяция значений от 0.27324 до 0.5 и для 4 < R/T значение К-фактор равно постоянному значению 0.5. Физически это означает что при значении радиуса изгиба, превышающем толщину листа более чем в 4 раза, удлинение материала не учитывается.
Значение К-фактора может быть изменено в обозревателе для соотношения R/T. Например, при установке значения 0.6 применение закона интерполяции приведет к следующему результату:
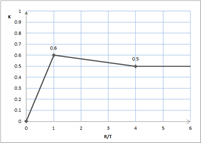
Изменение К-фактора в Обозревателе конструкции приводит к следующей эффективной кривой.
Отличительной особенностью кривой является то, что изменение R в диапазоне (0, T], L1 + L2 + BA даст то же самое значение. Это объясняется тем, что радиусы меньше толщины, к которым они относятся, предназначены для удобства проектирования, а не для моделирования физического процесса, поскольку во время гибки радиус инструмента обычно больше или равен толщине.
Рассмотрим пример с изменением К-фактора с помощью настройки контрольной кривой (радиус изгиба остается постоянным).
T = 2, R = 2, B1 = 100, B2 = 100
При установке значения K=0 получаем значения L1=L2=96, длина развертки = 96, и значение BA будет равно 3.14.
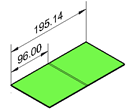
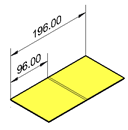
Это значение точно соответствует формуле: прямой угол в радианах равен приблизительно 1.57 (PI/2). При значении К-фактора, равном по умолчанию 0.27324, получаем длину развертки = 196.
Или: L1=L2=96 (стенки не деформируются), BA = 4 что следует из следующих вычислений (196 - 2*96) или из формулы расчета уменьшения сгиба:
BA = УголИзгиба * (R + kT) = 1.57 * (2 + 2*0.27324) = 4
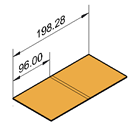
Увеличение значения К-фактора приводит к результату Длина развертки = 198.28. Это максимальное значение, которое может быть достигнуто при совпадении нейтральной поверхности с внешней стороной изгиба.
Уменьшение сгиба (BD) для k = 0.27324:
BD = (B1 + B2) - Длина развертки = (100 + 100) - 196 = 4