Factor K
Visión general
Cuando una chapa metálica se dobla con un freno de prensa, su material se deforma, lo que explica la diferencia en la longitud total de una lámina entre estados plegado y desplegado. BricsCAD considera automáticamente esta deformación cuando se despliega una pieza de chapa. Se utilizan dos enfoques para calcularlo: uno simplificado (Factor K) y uno más avanzado.
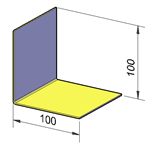
Las propiedades de deformación del material para la flexión se basan en la suposición de que existe una superficie interna para la pieza de chapa que no se deforma cuando la chapa se dobla. De la variedad de superficies internas, se selecciona una superficie que es equidistante de un lado de la curva. La superficie es local para cada curvatura, y para casos simples se puede propagar en toda la pieza, como la de la imagen. Asumimos que esta superficie no se estira durante la flexión.
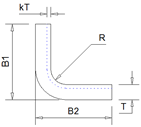
T: espesor de la pieza de chapa metálica
R: radio interno de la curva
El factor K (k) es la relación entre la ubicación de la superficie neutra y el espesor del material. Como resultado, la superficie neutra se encuentra a una distancia kT de la superficie interna de la curva. El radio de curvatura de la superficie neutra es igual a R + kT. El factor K es un cálculo geométrico simple de la ubicación de la superficie neutra. No se considera la formación de tensiones ni otros factores desconocidos (error). El factor K depende de muchos factores, como el tipo de material, el tipo de plegado y las herramientas. El factor K suele estar entre 0,3 y 0,5. El factor K por defecto para un radio de curvatura igual al espesor del material (T) es de 0,27324.
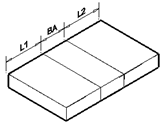
En el estado desplegado de una pieza de chapa, las bridas (L1 y L2) no están estiradas. La parte de plegado se indica como BA: Margen de plegado. El BA es igual a la longitud de la superficie neutra desplegada:
Margen de plegado: BA = Ángulo de plegado * (R + kT)
De hecho, es difícil medir el factor K o la asignación de curvatura. La siguiente fórmula permite calcular la Deducción por Curvatura (BD) tangencial:
Deducción de curvatura: BD = B1 + B2 - Longitud desplegada = B1 + B2 - (L1 + L2 + BA)
Para casos simples, el valor del factor K se puede invalidar en el navegador mecánico. Para obtener la máxima precisión, debe proporcionarse una tabla de curvatura que contenga deducciones de curvatura tangencial. Para cada pieza de chapa, puede especificar un factor K o utilizar el predeterminado.
Modificación del factor K de una Pieza de Chapa Metálica
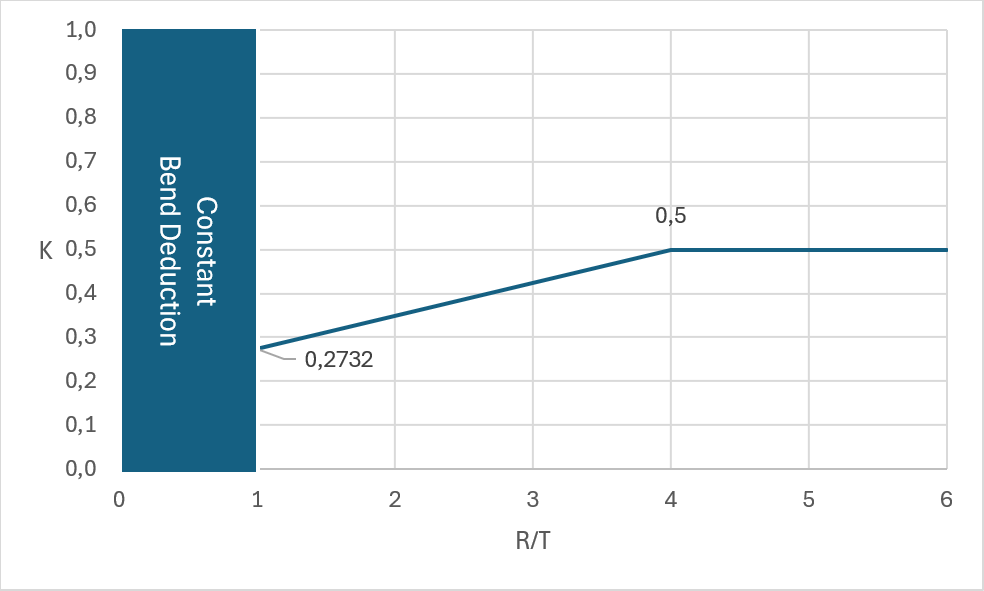
Para cambiar el Factor K de una pieza de chapa metálica, seleccione el nodo raíz en el Navegador mecánico y escriba un valor en el campo Factor K. El valor debe estar en el rango [0, 1], ya que la superficie neutra se encuentra dentro de la pieza de chapa metálica. En BricsCAD el factor K se define para el radio de flexión igual al espeso del material (R/T = 1). Para calcular el valor del factor K para un radio de flexión arbitrario, BricsCAD se utiliza una técnica especial de interpolación que ha demostrado ser válida para aplicaciones industriales de chapa metálica, lo que tiene mejor en cuenta la deducción por curvatura. La imagen siguiente muestra la estrategia de interpolación: para R/T < 1 la interpolación lineal se realiza entre 0 y 0,27324, para 1 < R/T < 4 el factor K se interpola linealmente entre 0,27324 y 0,5 y si R/T es superior a 4, el factor K es constante e igual a 0,5. Físicamente significa que si el radio de curvatura es mucho mayor que el espesor (al menos 4 veces), se descuida la extensión del material.
El único parámetro del factor K que se puede controlar en el Navegador mecánico es para R/T=1. Esto significa que si se fija el valor en 0,6, la ley de interpolación conduce al siguiente resultado:
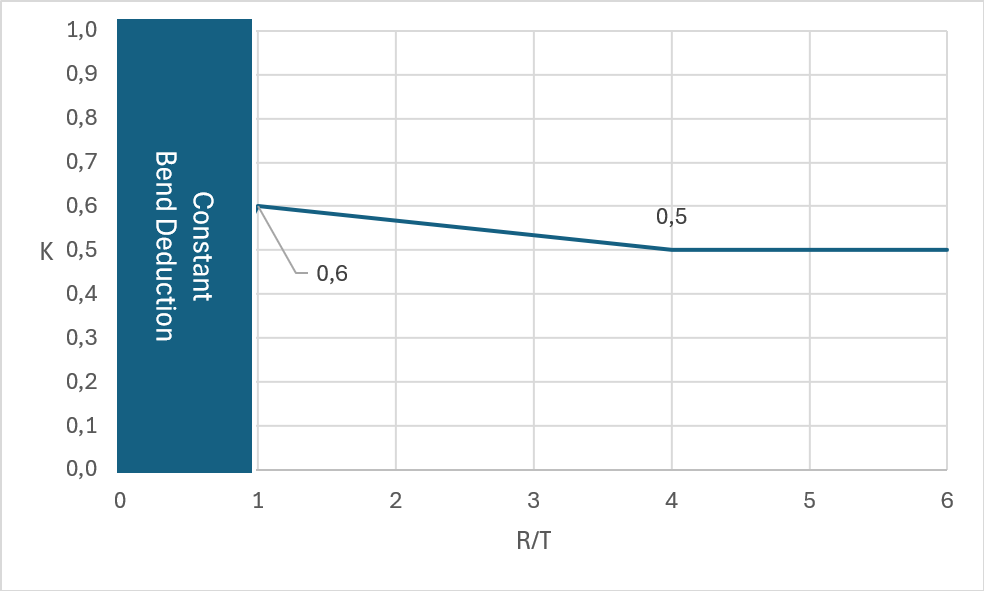
Imagen: el factor K variable en el navegador lleva a la siguiente curva efectiva.
La característica distintiva de la curva es que, variando R en el rango de (0, T], la longitud no desplegada L1 + L2 + BA permanece igual, por ejemplo, manteniendo una deducción constante de curvatura. Esto refleja el hecho de que los radios menores que los grosores de los materiales se utilizan para facilitar el diseño y no para modelar procesos físicos, ya que durante la flexión el radio de la herramienta suele ser mayor o igual al espesor del material.
Revisemos el ejemplo con la variación del factor K mediante el ajuste de la curva de control (el radio de la curva se mantiene constante).
T = 2, R = 2, B1 = 100, B2 = 100
Establecer K=0 da L1=L2=96, Longitud Desplegada = 195,14, por lo que la BA es de 3,14.
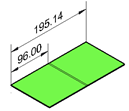
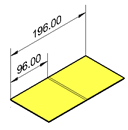
Este valor se ajusta exactamente a la fórmula: un ángulo recto en radianes es aproximadamente igual a 1,57 (PI/2). El factor K predeterminado 0,27324 proporciona una longitud desplegada = 196.
O bien: L1=L2=96 (las bridas no se deforman), la BA = 4 como podemos calcular a partir de las dimensiones (196 - 2*96) o de la fórmula de la tolerancia de flexión:
BA = ÁNGULO DE FLEXIÓN * (R + KT) = 1,57 * (2 + 2*0,27324) = 4
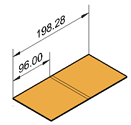
Por último, maximizar el factor K da como resultado una longitud desplegada = 198,28. Este es el valor máximo que se puede alcanzar en este ejemplo, ya que la superficie neutra se toma del lado externo de la curva.
La deducción de curvatura (BD) para k = 0,27324:
BD = B1 + B2 - Longitud sin plegar = 100 + 100 - 196 = 4