K係数
概要
プレス機で金属シートを曲げると、その材料が変形します。これが非展開状態と展開状態でシートの全長が異なる理由です。BricsCADでは、板金部品を展開すると、この変形が自動的に考慮されます。計算には、単純化された方法(K係数)と、より高度な方法の2つのアプローチが用いられます。
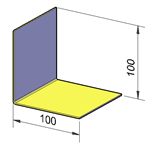
ベントの材料変形の特性は、板金を折り曲げた時に変形しない内側のサーフェスが板金部品に存在するという前提に基づいています。さまざまな内側サーフェスから、ベンドの片側から等距離にある1つの面が選択されます。個々のベンドではサーフェスはローカルですが、簡単な部品等の場合には、図に示すように、部品全体に影響を与えることがあります。このサーフェスはベンドの際に伸縮しないと仮定します。
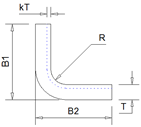
T:材料の厚み
R:内側ベンド半径
K係数(k)とは、素材の厚みに対するニュートラルなサーフェス(面)の位置の比率を言います。つまり、ニュートラルなサーフェスはベンドの内面から距離kTにあります。ニュートラルなサーフェスのベンド半径はR+kTになります。K係数は、ニュートラルなサーフェスの位置の単純な幾何学計算です。形成応力やその他の不明(エラー)要素については考慮していません。K係数は、素材の種類やベンドの種類、ツールなど多くの要因に依存しますが、K係数は通常0.3から0.5になります。デフォルトでは、材料の厚み(T)に等しいベンド半径のK係数は0.27324です。
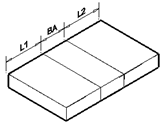
板金部品を展開させた状態では、フランジ(L1とL2)は伸縮しません。ベンド部分はBA(ベンド許容差)と表記されます。BAは展開したニュートラルなサーフェスの長さと同じです。
ベンド許容差:BA = BendAngle *(R + kT)
実際には、K係数やベンド許容差を測定することは困難です。以下の数式で接線のベンド展開長補正(BD)を算出できます。
ベンド展開長補正:BD = B1 + B2 - Unfolded Length = B1 + B2 - (L1 + L2 + BA)
単純な場合では、K係数値をメカニカルブラウザで上書きできます。最高の精度を得るには、ベンド展開長補正を含むベンドテーブルを用意する必要があります。板金部品ごとにそれぞれK係数を指定するか、デフォルト値を使用できます。
板金部品のK係数を変更
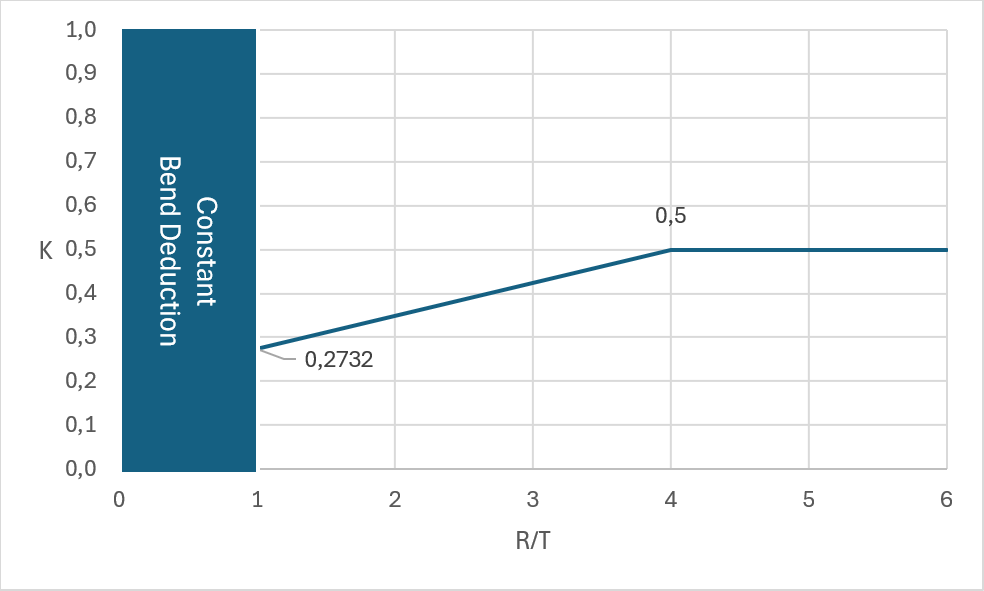
板金部品の K ファクター を変更するには、メカニカルブラウザでルートノードを選択し、K ファクターフィールドに値を入力します。板金部品の内側にはニュートラルなサーフェスがあるので、数値は[0~1]の範囲内でなければなりません。BricsCADでは、K係数は、材料の厚さ(R / T = 1)に等しい曲げ半径に対して定義されます。任意の曲げ半径のK係数の値を計算するために、BricsCADは、工業用板金アプリケーションに有効であることが証明されている、ベンド展開長補正にすぐれる特別な補間技術を使用します。下図は、その補間方法を示しています。ここでは、R/T<1の場合に直線補間は0~0.27324で行われ、1<R/T<4の場合にはK係数の直線補間が0.27324~0.5で行われます。また、R/T>4ならば、K係数は0.5で一定です。物理的には、ベンド半径が素材の厚みよりも相当大きい場合には(最低4倍以上)、素材の伸縮は無視しても構いません。
メカニカルブラウザで制御できる唯一のK係数パラメータは、R/T=1です。つまり、パラメータを0.6に設定した場合、補間法に従い以下の結果が導き出されます。
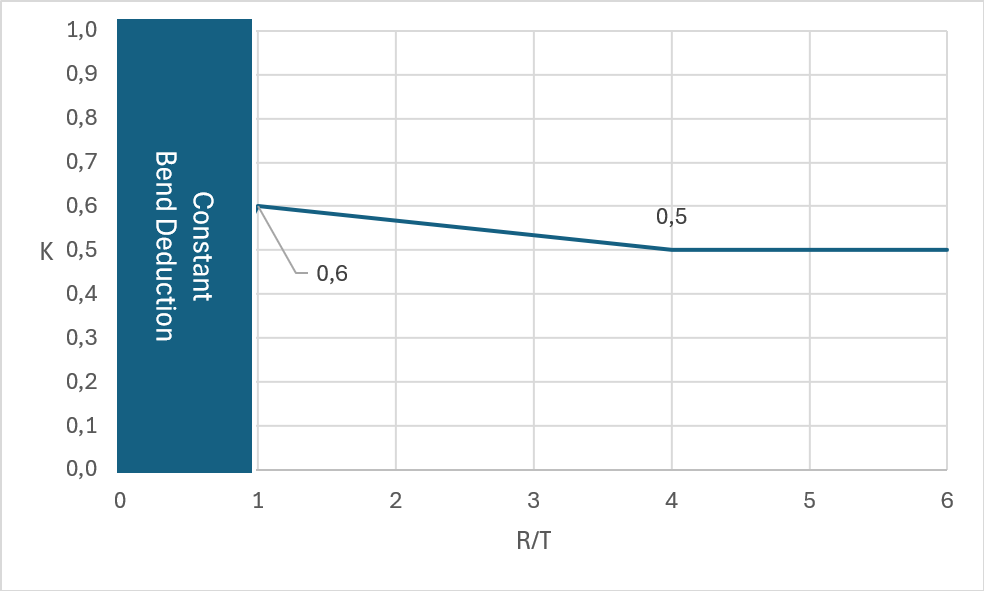
画像:ブラウザのK係数を変化させると、次の有効曲線につながります。
この曲線の特徴として、Rを(0, T)の範囲で変化させると、展開した長さL1+L2+BAは変わりません。例えば、ベンド展開長補正が一定に保たれます。これは、ベンド工具の半径が通常は素材の厚み以上になるため、物理的プロセスモデリングではなく、設計の利便性のために素材の厚みより小さな半径が使用されるという事実によって説明されます。
コントロールカーブ設定によってK係数を変化させた例を確認します。(曲げ半径は一定に保たれます)
T = 2、R = 2、B1 = 100、B2 = 100
K=0に設定するとL1=L2=96で、展開長=195.14になり、BAは3.14となります。
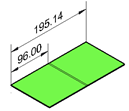
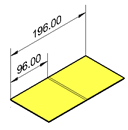
この値は式に正確に適合します。ラジアン単位の直線角度はおよそ1.57(PI / 2)に等しくなります。デフォルトのK係数0.27324では、展開長=196になります。
または、L1=L2=96(フランジは変形しません)、寸法(196-2*96)またはベンド許容差の式から計算できるため、BA=4になります。
BA = BendAngle * (R + kT) = 1.57* (2 + 2*0.27324) = 4
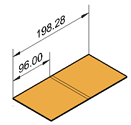
最後に、K係数を最大化すると、展開長=198.28になります。ニュートラルなサーフェスはベンドの外側から取り出されるため、この例では最大値になります。
kに関するベンド展開長補正(BD) = 0.27324:
BD = B1 + B2 - 展開長 = 100 + 100 - 196 = 4