Współczynnik K
Przegląd
Gdy blacha metalowa jest wyginana za pomocą prasy krawędziowej, jej materiał ulega deformacji, co jest przyczyną różnicy w całkowitej długości blachy w stanie złożonym i rozłożonym. BricsCAD automatycznie uwzględnia to odkształcenie podczas rozkładania części blaszanej. Do jego obliczenia stosowane są dwa podejścia: uproszczone (współczynnik K) i bardziej zaawansowane.
Właściwości odkształcenia materiału przy zginaniu opierają się na założeniu, że istnieje wewnętrzna powierzchnia części blaszanej, która nie ulega deformacji podczas zginania blachy. Spośród różnych powierzchni wewnętrznych wybierana jest jedna powierzchnia, która znajduje się w równej odległości od jednej strony zagięcia. Powierzchnia jest lokalna dla każdego zgięcia, a w prostych przypadkach może być propagowana na całej części, tak jak na zdjęciu. Zakładamy, że powierzchnia ta nie jest rozciągana podczas zginania.
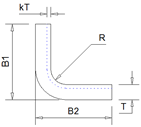
T: grubość części blaszanej
R: wewnętrzny promień zagięcia
Współczynnik K (k) to stosunek położenia powierzchni neutralnej do grubości materiału. W rezultacie powierzchnia neutralna znajduje się w odległości kT od wewnętrznej powierzchni zgięcia. Promień zgięcia powierzchni neutralnej jest równy R + kT. Współczynnik K to proste geometryczne obliczenie położenia powierzchni neutralnej. Naprężenia formujące i inne nieznane (błędne) czynniki nie są brane pod uwagę. Współczynnik K zależy od wielu czynników, takich jak rodzaj materiału, typ gięcia i narzędzia. Współczynnik K zazwyczaj mieści się w przedziale od 0,3 do 0,5. Domyślny współczynnik K dla promienia gięcia równego grubości materiału (T) wynosi 0,27324.
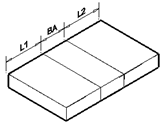
W stanie rozłożonym części blaszanej kołnierze (L1 i L2) nie są rozciągnięte. Część gięcia jest oznaczona jako BA: Naddatek na gięcie. BA równa się długości rozłożonej powierzchni neutralnej:
Bend Allowance: BA = BendAngle * (R + kT)
W rzeczywistości trudno jest zmierzyć współczynnik K lub naddatek na zginanie. Poniższy wzór umożliwia obliczenie stycznego Odliczenie na gięcie(BD):
Odliczenie na gięcie: BD = B1 + B2 - Długość po rozłożeniu = B1 + B2 - (L1 + L2 + BA)
W prostych przypadkach wartość współczynnika K można zmienić w Przeglądarce Mechanicznej. Aby uzyskać maksymalną precyzję, należy dostarczyć tabelę zgięć zawierającą styczne odliczenia zgięć. Dla każdej części blaszanej można określić współczynnik K lub użyć współczynnika domyślnego.
Zmiana współczynnika K dla Części Arkusza Blachy
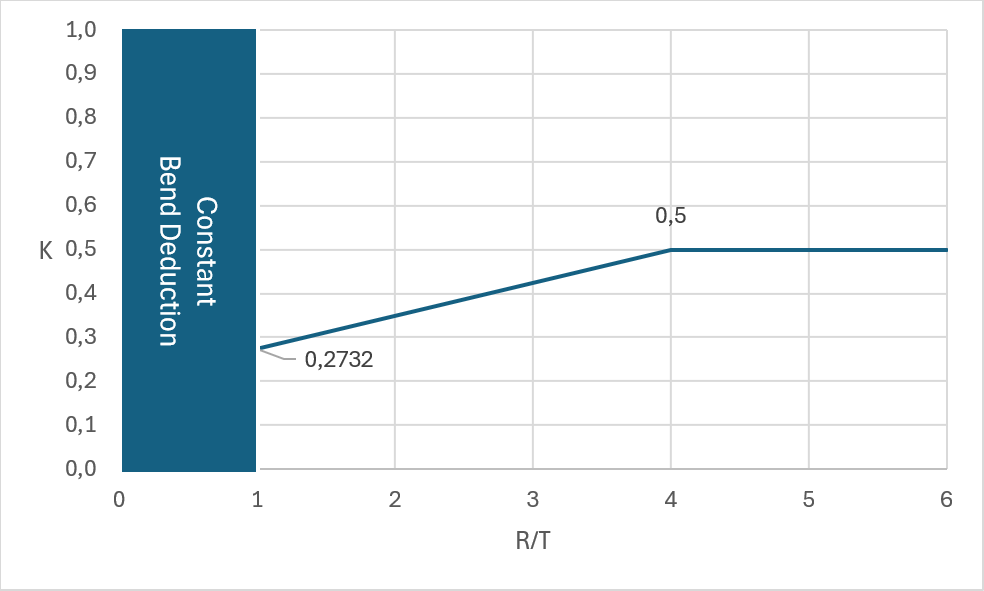
Aby zmienić współczynnik K dla części blaszanej, wybierz węzeł główny w Przeglądarce mechanicznej i wpisz wartość w polu Współczynnik K. Wartość musi mieścić się w zakresie [0, 1], ponieważ powierzchnia neutralna znajduje się wewnątrz części blaszanej. W witrynie BricsCAD współczynnik K jest definiowany dla promienia gięcia równego grubości materiału (R/T = 1). Aby obliczyć wartość współczynnika K dla dowolnego promienia gięcia, BricsCAD wykorzystuje specjalną technikę interpolacji, która sprawdziła się w przemysłowych zastosowaniach blach, co lepiej uwzględnia odjęcie gięcia. Poniższy rysunek przedstawia strategię interpolacji: dla R/T < 1 interpolacja liniowa jest wykonywana w zakresie od 0 do 0,27324, dla 1 < R/T < 4 współczynnik K jest interpolowany liniowo w zakresie od 0,27324 do 0,5, a jeśli R/T jest większe niż 4, współczynnik K jest stały i wynosi 0,5. Fizycznie oznacza to, że jeśli promień gięcia jest znacznie większy niż grubość (co najmniej 4 razy), rozciąganie materiału jest pomijane.
Jedynym parametrem współczynnika K, który można kontrolować w Przeglądarce Mechanicznej jest R/T=1. Oznacza to, że jeśli ustawisz wartość na 0,6, prawo interpolacji prowadzi do następującego wyniku:
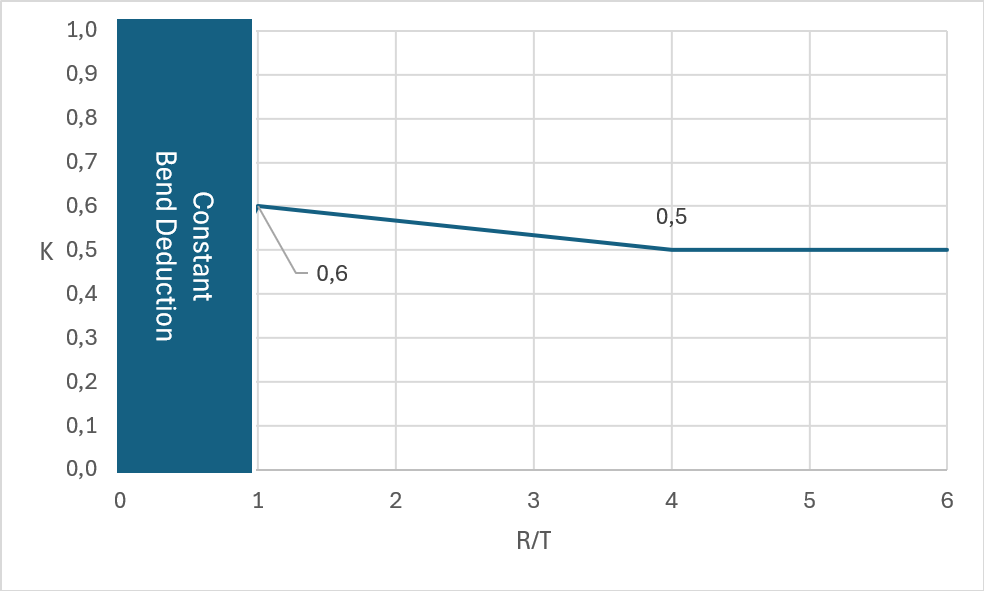
Obr: zmienny współczynnik K w przeglądarce prowadzi do następującej krzywej efektywnej.
Cechą wyróżniającą krzywą jest to, że zmieniając R w zakresie (0, T], rozwinięta długość L1 + L2 + BA pozostaje taka sama, na przykład utrzymując stałe odjęcie zgięcia. Odzwierciedla to fakt, że promienie mniejsze niż grubość materiału są używane raczej dla wygody projektowania niż do fizycznego modelowania procesu, ponieważ podczas gięcia promień narzędzia jest zwykle większy lub równy grubości materiału.
Przeanalizujmy przykład ze zmiennym współczynnikiem K poprzez ustawienie krzywej sterującej (promień gięcia jest stały).
T = 2, R = 2, B1 = 100, B2 = 100
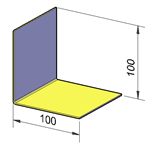
Ustawienie K=0 daje L1=L2=96, Długość Rozłożona = 195,14, zatem BA wynosi 3,14.
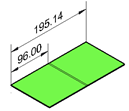
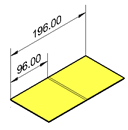
Ta wartość dokładnie pasuje do wzoru: kąt prosty w radianach wynosi z grubsza 1,57 (PI/2). Domyślny współczynnik K 0,27324 daje Długość Rozłożoną = 196.
Lub: L1=L2=96 (kołnierze nie są zdeformowane), BA = 4 jak możemy obliczyć z wymiarów (196 - 2*96) lub ze wzoru na naddatek na gięcie:
BA = Kąt Zagięcia * (R + kT) = 1,57 * (2 + 2*0,27324) = 4
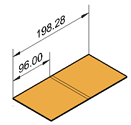
Na koniec maksymalizacja współczynnika K daje w wyniku Długość Rozłożoną = 198,28. Jest to maksymalna wartość, jaką można osiągnąć w tym przykładzie, ponieważ neutralna powierzchnia pobierana jest od zewnętrznej strony łuku.
Odliczenie zgięcia (BD) dla k = 0,27324:
BD = B1 + B2 - Długość Rozłożona = 100 + 100 - 196 = 4